

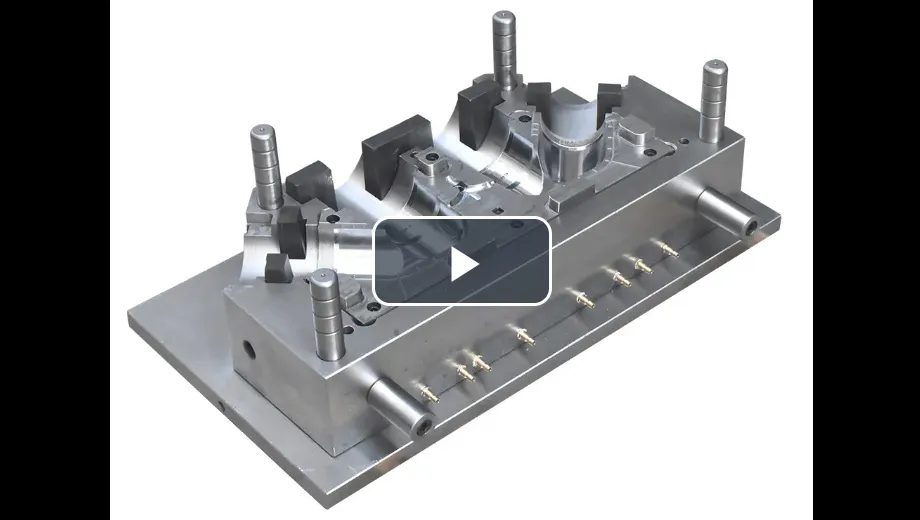
แม่พิมพ์ฉีดข้อศอก 45 องศา
45-Degree Elbow Injection Mold: Design and Manufacturing Considerations A 45-degree elbow injection mold is a specialized tool used in plastic injection molding to produce pipe fittings that change the direction of fluid flow by 45 degrees. These molds are critical for manufacturing durable, high-precision plastic elbows used in plumbing, irrigation, and industrial piping systems. The design and production of such molds require careful consideration of material selection, mold structure, cooling efficiency, and ejection mechanisms to ensure consistent part quality and cost-effective manufacturing. 1. Mold Design and Structure The 45-degree elbow mold consists of multiple components, including the core, cavity, sliders, and ejector system. Due to the angled geometry of the part, the mold must incorporate side actions or sliders to form the internal and external curves of the elbow. The parting line is strategically placed to minimize flash and facilitate smooth demolding. The mold is typically designed in a multi-cavity configuration to maximize production efficiency while maintaining dimensional accuracy. 2. Material Selection The mold is usually constructed from high-grade tool steel, such as P20, H13, or S136, to withstand high injection pressures and prolonged use. Hardened steel is preferred for critical components like the core and cavity to resist wear and extend mold life. For corrosive plastics (e.g., PVC), stainless steel or chrome-plated surfaces may be used to prevent degradation. 3. Cooling System Optimization Efficient cooling is essential to minimize cycle time and prevent warping or sink marks in the molded part. The cooling channels must follow the contour of the elbow to ensure uniform heat dissipation. Conformal cooling, where channels are shaped to match the part geometry, can significantly improve cooling efficiency but requires advanced manufacturing techniques like 3D printing or CNC machining. 4. Ejection and Demolding The angled shape of the 45-degree elbow makes ejection challenging. Ejector pins or sleeves are placed along the parting line to push the part out without deformation. Air ejection or stripper plates may also be used for complex geometries. Proper draft angles (typically 1-2°) are incorporated to facilitate smooth part release. 5. Quality Control and Testing Before full-scale production, the mold undergoes trial runs to verify dimensional accuracy, surface finish, and mechanical properties. Adjustments may be made to gate locations, cooling rates, or ejection mechanisms to eliminate defects like short shots or weld lines. Conclusion A well-designed 45-degree elbow injection mold ensures high productivity, precision, and longevity. By optimizing material selection, cooling, and ejection, manufacturers can produce consistent, high-quality fittings that meet industry standards. Continuous maintenance and periodic inspections further enhance mold performance, reducing downtime and production costs.
สินค้า
การจัดหมวดหมู่:
-

แม่พิมพ์ข้อต่อท่อ PP ข้องอ 45 °
การจัดหมวดหมู่: แม่พิมพ์ข้อต่อท่อ PPเข้าชม: 571จำนวน:เวลาเผยแพร่: 2025-09-16 23:45:38แม่พิมพ์ข้อต่อท่อ PP แบบพับได้ 45 °ชื่อแม่พิมพ์: แม่พิมพ์ข้อต่อท่อ PP แบบพับได้ 45 °ช่อง: 2 ช่องเหล็กแม่พิมพ์: 718 2738 สำหรับช่องและแกนประตู : ประตูตรงโครงสร้างแม่พิมพ์: โครงสร้างถังน้ำมันความแข็งของแกน/โพรง: HRC 40-45 องศา หลังจากการอบชุบด้วยความร้อนสุญญากาศเครื่องฉีดพลาสติก: 400T-Taizhou Huangyan Hong Jin mould Co., Ltd ก่อตั้งขึ้นในปี 2002 เราเป็นมืออาชีพในการออกแบบและผลิตแม่พิมพ์ข้อต่อท่อมานานกว่า 23 ปีเรากำลังรอคอยที่จะร่วมมือระยะยาวกับคุณต่อไปนี้เป็นข้อมูลหลักสำหรับการอ้างอิงของคุณคำถามที่พบบ่อย:1.ขั้นต่ำของคุณคืออะไร?1ชุดก็โอเค2. เวลาในการจัดส่งของคุณคือเท่าไร?เวลาในการจัดส่งประมาณ 60-... -

แม่พิมพ์ฉีดข้อต่อท่อ PVC ข้องอ 45°
การจัดหมวดหมู่: แม่พิมพ์ข้อต่อท่อพีวีซีเข้าชม: 482จำนวน:เวลาเผยแพร่: 2025-10-28 21:16:52แม่พิมพ์ฉีดข้อต่อท่อ PVC ข้องอ 45°ชื่อแม่พิมพ์:แม่พิมพ์ฉีดข้อต่อท่อ PVC ข้องอ 45°ช่อง: 10 ช่องขนาดแม่พิมพ์: 50 มมเหล็กแม่พิมพ์: Germany2316 china2316 or4cr13 สำหรับช่องและแกนประตู : ประตูตรงโครงสร้างแม่พิมพ์: หมุดมุมความแข็งของแกน/โพรง: HRC 40-45°degree หลังจากการอบชุบด้วยความร้อนสุญญากาศเครื่องฉีดพลาสติก: 320T---ปัญหาการฉีดพีวีซีและแนวทางแก้ไข1. การขาดวัสดุ:ปรากฏการณ์ที่ไม่สามารถเติมแม่พิมพ์ได้มักเกิดขึ้นในกระบวนการติดตั้งอุปกรณ์ท่อฉีด เมื่อเครื่องฉีดพลาสติกเพิ่งเริ่มทำงาน เนื่องจากอุณหภูมิแม่พิมพ์ต่ำเกินไป การสูญเสียความร้อนของวัสดุหลอมเหลว PVC จึงมีขนาดใหญ่ ง่ายต่อการทำให้เกิดการแข็งตัวเร็ว...


ข่าว
การจัดหมวดหมู่:
-
[industry news]ต้องคำนึงถึงปัญหาด้านความปลอดภัยเหล่านี้เมื่อทำการฉีดขึ้นรูป
2024-06-29 16:59:39
กรณี
การจัดหมวดหมู่:

วีดีโอ
การจัดหมวดหมู่:
ดาวน์โหลด
การจัดหมวดหมู่:
ไม่มีผลการค้นหา!
รับสมัครงาน
การจัดหมวดหมู่:
ไม่มีผลการค้นหา!
ผลิตภัณฑ์ที่แนะนำ
ไม่มีผลการค้นหา!





 วอทส์แอพพ์
วอทส์แอพพ์ โทรศัพท์
โทรศัพท์